metalinstryment.com
Довідник по металорізальних верстатах та пресовому обладнанні

Виробник безцентрового круглошліфувального верстата 3М184 – Вітебський верстатобудівний завод Вістан , заснований у 1914 році.
У 1960 році рішенням уряду було ухвалено рішення про випуск безцентро-вішліфувальних верстатів універсальних та спеціальних.
Вітебський верстатобудівний завод «Вістан» одне з провідних підприємств із виробництва круглошліфувальних, центрових та безцентрових верстатів, зубообробних, обробних центрів з ЧПУ, токарних, спеціальних, міні, деревообробних верстатів.
Верстат безцентрово-шліфувальний 3М184 призначений для шліфування гладких, ступінчастиних, конічних, а також різноманітних фасонних поверхонь тіл обертання діаметром від 3 до 80 мм, методом наскрізного та врізного шліфування.
Довжина поверхні, що шліфується конічних і фасонних виробів може бути не більше ширини кіл: нормальної 145 мм, найбільшої 250 мм.
Шліфування можуть піддаватися вироби до та після термічної обробки з чавуну, сталі, кольорових металів та їх сплавів, а також вироби з різних неметалевих матеріалів (текстоліт, пластмаси, скло тощо).
Точність обробки деталей на верстаті: некруглість 1 мкм, похибка діаметра в поздовжньому перерізі 1,6 мкм, шорсткість поверхні V10.
Клас точності Ст.
Для забезпечення прецизійного шліфування установка верстата 3М184 поблизу джерел вібрації не допускається.
За наявності спеціального пристрою на верстаті можливе шліфування довгих циліндричних виробів методом наскрізної подачі.
Верстат безцентровошліфувальний 3М184 забезпечує перший і другий класи точності та високий клас шорсткості шліфувальної поверхні.
Розглянутий верстат має такі переваги:
Загальний вигляд та компонування безцентрово-шліфувального верстата 3М184 . Основні вузли верстата: станина, бабка шліфувального кола, бабка ведучого кола, супорт.
Верстат 3М184 має два абразивні кола, що обертаються в одному напрямку: шліфувальний та ведучий. Заготовка, що шліфується, розташовується між колами і спирається на ніж. Провідне коло повідомляє заготівлі обертання (кругову подачу), а шліфувальне коло робить обробку поверхні.
Існують такі методи безцентрового шліфування:
Шліфування з наскрізною подачею (напрохід) . Для роботи цим методом вісь провідного кола встановлюють у вертикальній площині щодо осі шліфувального кола під кутом до 4° (рис. 58, б).
У процесі шліфування осі обох кіл та ніж нерухомі. У міру зношування кіл їх переміщають відносно один одного на величину зношування.
Матеріал ведучого кола внаслідок високого коефіцієнта тертя забезпечує хороше зчеплення провідного кола зі заготовкою, що шліфується. Тому встановлений під кутом а і провідний коло, що обертається з окружною швидкістю v повідомляє заготовці кругову подачу з окружною швидкістю Vo = V * cosa м / хв (рис. 58, б) і поздовжню подачу зі швидкістю Vn = Vsina м / хв.
Дійсна окружна швидкість Vo під впливом додаткового обертання заготівлі шліфувальним кругом дещо більша за теоретичну VO: Vo=(1,02..1,07)Vo (залежно від кута а).
Процес шліфування може бути безперервним, тому безцентрово-шліфувальні верстати зручно використовувати у потокових та автоматичних лініях.
Шліфування з поперечною подачею (на врізання) . Цим методом користуються при шліфуванні заготовок з фасонним, конічним або іншим, відмінним від циліндричного профілем, а також при шліфуванні циліндричних заготовок з буртом або будь-якою виступаючою частининою, діаметр якої більший за діаметр шліфованої поверхні.
Працюючи методом врізання осі кіл розташовують горизонтально, заготовку поміщають між ножем і провідним колом. Шліфування поверхні ведеться одночасно по всій довжині за рахунок поперечної подачі шліфувального (або в деяких верстатах провідного) кола. Наприкінці поперечної подачі виріб має заданий розмір.
Профіль обох кіл правиться відповідно до профілю заготовки, що шліфується. Довжина оброблюваної поверхні не може бути більшою за ширину шліфувального кола.
Шліфування з наскрізною подачею до упору . Цим методом використовують для шліфування циліндричних поверхонь заготовок з буртом або конічних поверхонь. Осьове переміщення заготовки обмежується упором, який після закінчення обробки виштовхує її.
Шліфування просувним методом . Характерною особливістю цього методу є рух опорного ножа разом із заготівлею в процесі її обробки. Для переміщення ножа використовують спеціальний пристрій, який встановлюють на опорний місток.
Цей метод застосовують замість шліфування з наскрізною подачею до упору, коли поздовжню подачу та відведення виробу зручніше здійснювати за допомогою опорного ножа.
Круглошліфувальні верстати безцентрові серії 3184:
Принцип безцентрового шліфування. При зовнішньому зовнішньому шліфуванні заготовку при обробці не закріплюють у пристосуванні, а вона контактує з завзятим ножем і двома колами, з яких 1 шліфувальний круг обробляє заготовку, а провідний коло 2 обертає заготовку. Шліфувальний і провідний кола обертаються з різними окружними швидкостями: швидкість шліфувального кола (30-50 м/с) у багато разів більша за швидкість провідного кола.
Безцентрове шліфування застосовується для обробки зовнішніх поверхонь деталей, які не мають центрових отворів.
Залежно від режимів шліфування і характеристики шліфувального кола при обробці на безцентровошліфувальних верстатах може бути досягнута точність обробки 1-3 класу і шорсткість поверхні V7-V10.
Основними перевагами безцентрового шліфування в порівнянні з круглим центровим шліфуванням є:

Методи безцентрового шліфування
Обробка деталей на безцентровошліфувальних верстатах здійснюється трьома способами:

Схема безцентрового шліфування
При всіх способах безцентрового шліфування оброблювана деталь 1 знаходиться в контакті з опорним ножем 2, кругом шліфувальним 3 і провідним колом 4.
При поздовжньому шліфуванні обробці піддаються гладкі деталі різних діаметрів та довжин. Поздовжня подача здійснюється за рахунок повороту ведучого кола або нахилу опорного ножа на певний кут
Врізним шліфуванням обробляються різні деталі: ступінчасті валики; вали, що мають конічні або сферичні поверхні, обмежені головками та ін. Довжина оброблюваних поверхонь повинна дорівнювати або менше висоти кола, якому правкою надається необхідна форма.
Шліфуванням до упору є проміжним між поздовжнім і врізним, обробляються деталі з поверхнями, що обмежують проходження деталей між колами і занадто довгі для врізного шліфування. При підході деталі до упору каретки супорта ведучий або шліфувальний круг відводиться і видаляється деталь із зони шліфування.

Габарит робочого простору шліфувального верстата 3м184

Фото круглошліфувального безцентрового верстата 3м184.

Фото круглошліфувального безцентрового верстата 3м184.

Фото круглошліфувального безцентрового верстата 3м184.

Розташування органів керування безцентрово-шліфувальним верстатом 3м184

Розташування органів керування безцентрово-шліфувальним верстатом 3м184

Гідравлічна схема круглошлифовального верстата 3м184
Електродвигун насоса гідроприводу включается нажатием на кнопку "Смазка" при установці переключателя режимов роботи в положение "Наладочный режим для шлифования врезанием", нажатием на рычаг "Пуск цикла врізання" осуществляется врезание. Скорость швидкого подвода шлифовальной бабки і післядовательность подвода еѐ з переміщенням копира отрегулированы при сборке. Скорость рабочей подачі регулируется дросселем з регулятором 12 (рис. 4).
С включением електродвигуна, приводящего во вращение сдвоенный лопастной насос 2 потоки масла подходят к напорным золотникам 4(1), 4(2) і через фильтры 3(1), 3(2) по магистралям 1 і 1’ подводятся к распределителям.

Циклограмма роботи круглошлифовального верстата 3м184
Нажатием на кнопку "Пуск цикла врізання" включается електромагнит 2ЭМ золотника 8(2). В результате увімкнення електромагнита 2ЭМ произойдет загрузка образца в зону шлифования і нажмется конечный выключатель 4ВК (рис. 5), который включит електромагнит 1ЭМ золотника 8(1). В результате увімкнення електромагнита 1ЭМ произойдет быстрый подвод шлифовальной бабки к изделию і срабатывают золотники 11 і 9. Поршень гідроцилиндра 14 копира получит возможность перемещаться со скоростью, соответствующей рабочей подаче шлифовального круга. Одновременно з включением електромагнита 1ЭМ включается реле часу PB (см. рис. 5), контролирующее время обробки детали в зоне шлифования. По окончании обробки реле часу срабатывает і отключает електромагнит 1ЭМ. Шлифовальная бабка і копир возвращаются в исходное положение, нажимается конечный выключатель 4ВК, отключающий електромагнит 2ЭМ золотника 8(2). Обработанная деталь выталкивается из зоны шлифования, отключается конечный выключатель 4ВК. Выталкиватель находится в зоне загрузки образца. Нажатием на рычаг "Пуск цикла врізання" цикл повторяется.
Питание ланцюгів електроустаткування осуществляется следующими напряжениями:
Електроустаткування верстата предназначено для подключения к трехфазной сети переменного тока з глухозаземленным или изолированным нейтральным проводом.
Питание ланцюгів електроустаткування осуществляется следующими напряжениями:
Питание верстата осуществляется от сети трехфазного переменного тока напряжением 380 В, частотой 50 Гц.

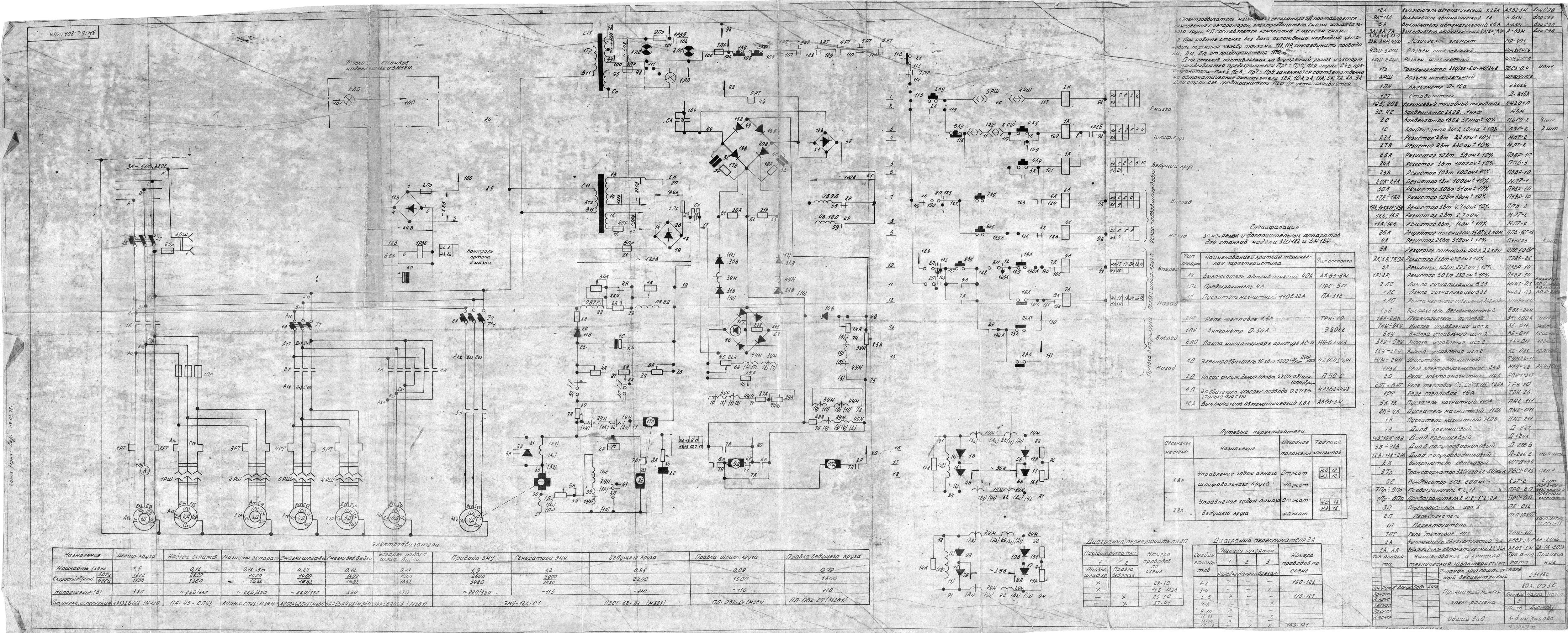
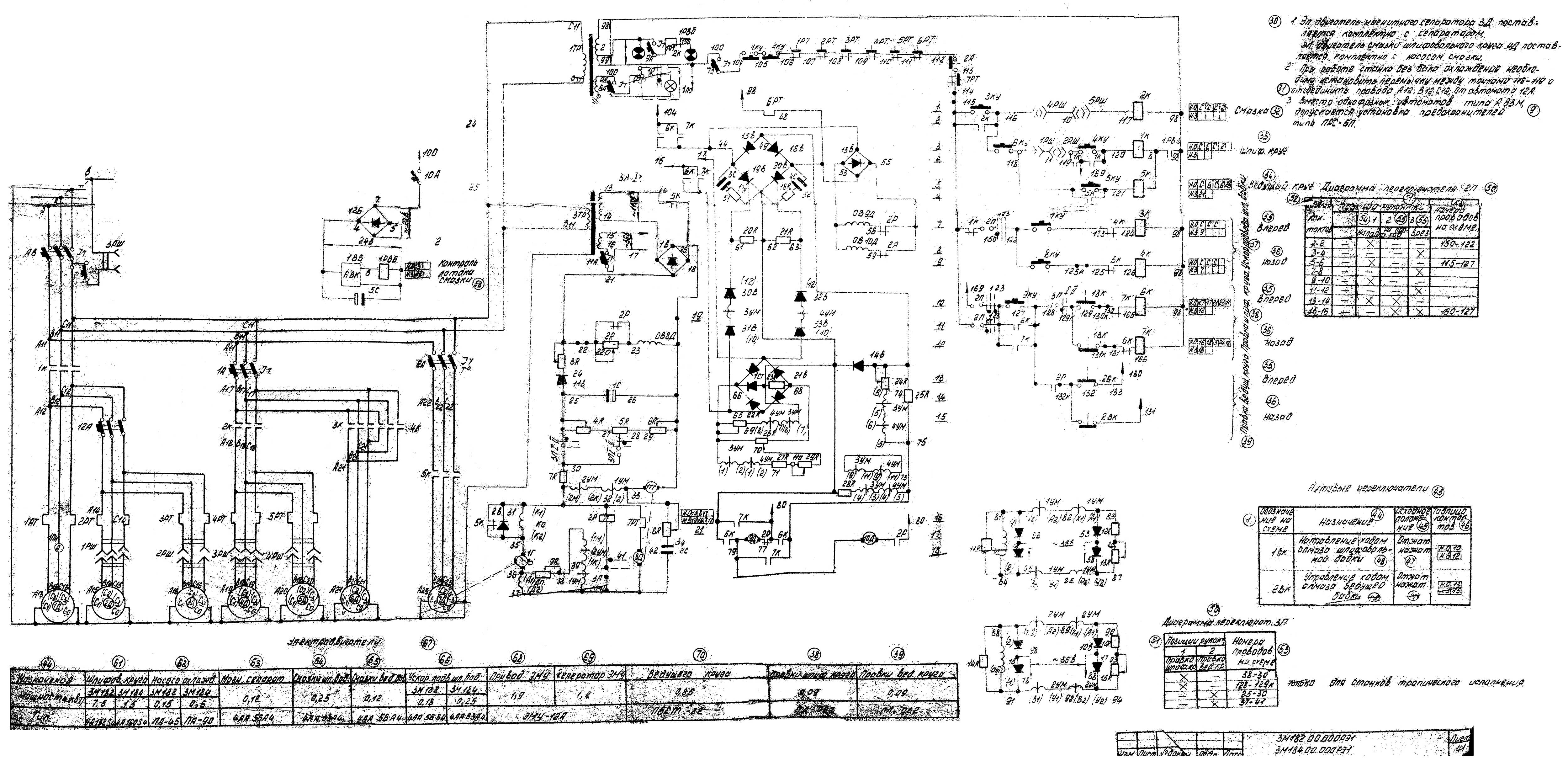
Електрична схема круглошлифовального верстата 3м184
1. Схема електрична круглошлифовального верстата 3М184. Дивитись у збільшеному масштабі
2. Схема електрична круглошлифовального верстата 3М184. Дивитись у збільшеному масштабі
Кнопкой 3КУ (ланцюг 1) включается електродвигатель змазки шлифовальной бабки 4Д і електродвигатель змазки ведущей бабки 5Д, а также подготавливается ланцюг живлення схеми верстата.
При наличии змазки включается 1ВБ бесконтактный путевой выключатель «Контроль потока змазки», который включает реле 1РВБ. Реле 1РВБ отключает сигнальную лампочку 2ЛС (ланцюг 22) «Нет змазки», а также собирает ланцюг живлення магнитных пускачів 1К, 5К (ланцюг 3).
Кнопкой 4КУ (ланцюг 3) включаются електродвигатели:
Кнопкой 5К (ланцюг 5) включается електродвигатель 7Д системы ЭМУ-Д (1Г-7Д), т.е. включается електродвигатель ведущего круга 8Д. (или тиристорный преобразователь).
Кнопкой 6КУ (ланцюг 3) отключаются оба круга.
Кнопкой 7КУ (ланцюг 7) включается електродвигатель ускоренного подвода шлифовальной бабки вперед -6Д, кнопкой 8КУ (ланцюг 8) назад (только в наладочном режиме).
Регулювання чисел оборотів електродвигателей правки ведущего круга 10Д і шлифовального круга 9Д осуществляется регулятором 26R.
Правка може производиться в любом режиме роботи верстата.
Переключателем 3П производится выбор правки – шлифовального круга или ведущего.
При правке шлифовального круга переключатель 3П устанавливается в положение «Правка шлифовального круга». При етом его контакт (ланцюг 10) замыкается.
Нажатием кнопки 9КУ (правка находится в исходном положении) включается пускатель 6К і правка перемещается вперед. В конечном положении правки нажимается 1ВК, отключается 6ВК і подготавливается ланцюг обратного переміщення.
Для переміщення правки обратно необходимо опять нажать кнопку 9КУ – правка возвращается в исходное положение, где останавливается.
При правке ведущего круга необходимо переключатель 3П установить в положение «Правка ведущего круга». Перемещение правки ведущего круга производится аналогично правке шлифовального круга через пускатели 6К і 7К.
Питание пускачів в наладочном режиме осуществляется через переключатель 2П (ланцюг 11).
При отсутствии входного сигнала з задающего потенциометра на выходе магнитного усилителя появляется ток почти равный току насыщения.
Для сдвига рабочей точки на середину прямолинейного участка характеристики (при отсутствии задающего сигнала в обмотке керування). С етой целью подключены сопротивления 12R і 13R (для 1УМ), 15R і 16R (для 2УМ). Нагрузкой магнитных усилителей є обмотки керування електромашинного усилителя.
При отсутствии входного сигнала з задающего потенциометра по обмоткам керування ЭМУ протекают токи, разные по величине і противоположные по направлению.
Результирующая МДС равна нулю і напряжение на зажимах якоря ЭМУ отсутствует. При подаче напряжения на обмотки керування МУ результирующий магнитный поток создает на зажимах якоря ЭМУ напряжение, величина которого зависит от положения движка потенциометра (регулятора скорости).
Для обеспечения жесткости механических характеристик електропривід выполнен в виде замкнутой системы автоматичного регулювання з обратными связями по току і напряжению.
Обмотки керування магнитных усилителей (2Н, 2К) включены післядовательно і встречно на разность двух напряжений: задающего, снимаемого з потенциометра напряжения отрицательной обратной связи, снимаемого з поперечної ланцюги ЭМУ.
Обмотки керування магнитных усилителей (1Н, 1К) включены післядовательно і встречно на напряжение, снимаемое дополнительного полюса ЭМУ. Направление тока в етих обмотках совпадает з напряжением результирующего тока в обмотках (2Н, 2К).
Обмотки (1Н, 1К) выполняют функции положительной обратной связи по току. Обратные связи настраиваются з помощью сопротивления 9Р.
Магнитные усилители выполнены по схеме з внутренней положительной обратной связью.
Система регулювання обеспечивает диапазон измерения скорости Д = 1 : 50 при жесткости механических характеристик ±5%.
При установці на станке тиристорного преобразователя, вместо електромашинного усилителя, опис роботи приводу ведущего круга приводится в его руководстве.
В режиме «Правка» включается дополнительное сопротивление в ланцюги обмотки возбуждения електродвигуна ведущего круга і подается номинальное задающее напряжение, чем достигается увеличение скорости ведущего круга при правке.
Для обеспечения безопасной роботи двигуна при пуске і больших перегрузках действует узел токоограничения. При возрастании тока в ланцюги якоря растет напряжение на компенсационной обмотке. При падении напряжения на одной шайбе 0,5..0,6В сопротивление селенового выпрямителя 2В резко падает і компенсационная обмотка шунтируется малым сопротивлением. Реакция якоря по предельной оси ЭМУ, нескомпенсированная МДС компенсационной обмотки, размагничивает ЭМУ і напряжение на зажимах якоря резко снижается, что ограничивает ток до безопасной величины.
Регулювання скорости обертання двигуна приводу правки осуществляется путем изменения напряжения в ланцюги якоря електродвигуна.
Привід правки имеет диапазон изменения скорости Д = 1 : 10 при жесткости статических характеристик ±10%.
Изменение напряжения, подводимого к якорю електродвигуна осуществляется тиристорами 19В і 20В, которые включены в плечи однофазного выпрямительного моста, питающегося от трансформатора 1Тр.
Керування тиристорами осуществляется магнитными усилителями 3УМ і 4УМ логического елемента МР-401, которые включены по двухполупериодной схеме і питаются от выпрямителя 21В.
Для получения статических характеристик необходимой жесткости в приводе имеется положительная обратная связь по току і отрицательная обратная связь по напряжению.
Величина положительной обратной связи по току регулируется сопротивлением 24R, а величина отрицательной обратной связи по напряжению устанавливается постоянно сопротивлением 28R.
Изменение скорости обертання електродвигуна правки в процессе роботи выполняется потенциометром задания 26R, к выходу которого подключены обмотки керування магнитных усилителей.
Минимальная скорость обертання електродвигуна правки устанавливается сопротивлением 22R, подключенным післядовательно з обмотками керування магнитных усилителей, при етом напряжение задания, снимаемое з потенциометра 26R, должно равняться нулю.
Для уменьшения асимметрии управляющих импульсов тиристоров из-за не идентичности магнитных усилителей і их нагрузок, две обмотки керування магнитных усилителей включены післядовательно і закорочены.
Диод 14В служит для разряда ЭДС самоиндукции двигуна.
При установці на станке унифицированного приводу правки У31-863, опис роботи приводу правки приводится в руководстве У31-863.86.000 РЭ.
При включенной смазке (нажата кнопка 3КУ), поворотом переключателя 2П в положение «Врезание» включается двигатель гідроприводу 11Д і подготавливает ланцюг для увімкнення цикла.
Нажатием на рукоятку 4ВК «Пуск цикла врізання», включается реле 3Р: реле часу 1РВ і електромагнит 1ЭМ. Шлифовальная бабка подводится к изделию, осуществляется обработка. После срабатывающих реле часу 1РВ включается реле 4Р і отключается електромагнит ?ЭМ. Шлифовальная бабка возвращается в исходное положение. После нажатия конечника 3ВК (исходное положение шлифовальной бабки) включается електромагнит выталкивателя 2ЭМ. Выталкиватель идет вперед. В конечном положении 5ВК отключается електромагнит 2ЭМ. Выталкиватель возвращается назад. Цикл закончен.
Для повторения цикла необходимо снова нажать рукоятку 4ВК.
Для роботи в наладочном режиме, переключатель 2П ставится в положение «Наладка». Включается електродвигатель гідроприводу 11Д при включенной смазке. Подвод шлифовальной бабки возможен при отключенных кругах.
Отвод бабки производится нажатием на кнопку 11КУ «Стоп цикла».

Схема розположення електроустаткування на станке 3М182, 3М184
| Наименование параметра | 3М182 | 3М184 |
|---|---|---|
| Основні параметри | ||
| Класс точності по ГОСТ 8-82 | В | В |
| Диаметр устанавливаемого вироби наибольший гарантируемый, мм | 25 | 80 |
| Наибольший допустимый диаметр устанавливаемого вироби, мм | 0,8..25 | 3..80 |
| Наименьший диаметр рекомендуемый при врезном шлифовании | 2,5 | 10 |
| Наибольшая длина обрабатываемых изделий (ограничивается жесткостью і устойчивостью изделий) при сквозном шлифовании, мм | 170 | 250 |
| Наибольшая длина обрабатываемых изделий (ограничивается жесткостью і устойчивостью изделий) при врезном шлифовании, мм | 95 | 145 |
| Высота от основания верстата до оси кругов, мм | 1060 | 1060 |
| Высота от зеркала мостика до оси кругов, мм | 160 | 235 |
| Шлифовальный круг | ||
| Тип шлифовального круга | ПП | ПП |
| Наружный диаметр наибольший, мм | 350 | 500 |
| Наружный диаметр наименьший, мм | 280 | 400 |
| Наибольшая высота, мм | 100 | 150 |
| Диаметр отверстия, мм | 127 | 203 |
| Число оборотів в минуту | 1910 | 1370 |
| Окружная скорость, м/сек | 35 | 35 |
| Наибольшая окружная скорость, м/сек | 50 | 50 |
| Ведущий круг | ||
| Наружный диаметр наименьший/ наибольший, мм | 200..250 | 300..350 |
| Наибольшая высота, мм | 100 | 150 |
| Диаметр отверстия, мм | 127 | 203 |
| Наибольший угол наклона в вертикальной плоскости, град | ±5 | ±5 |
| Наибольший угол наклона в горизонтальной плоскости, мин | ±30 | ±30 |
| Число оборотів в минуту при работе (бесступенчатое регулювання) | 17..150 | 11..150 |
| Число оборотів в минуту при правке | 300 | 290 |
| Бабка шлифовального круга | ||
| Размер кінця шпинделя шлифовального круга по ГОСТ 2323—67, мм | 80 | 80 |
| Наибольшее установочное перемещение при снятых кругах, мм | 90 | 130 |
| Наибольшее ускоренное перемещение при врезном шлифовании, мм | 20 | 20 |
| Рабочее перемещение на одно деление лимба механізма подачі, мм | 0,001 | 0,001 |
| Рабочее перемещение на один оборот лимба механізма подачі, мм | 0,08 | 0,08 |
| Рабочее перемещение толчковой подачі от рукоятки, мм | 0,001 | 0,001 |
| Рабочее перемещение механізмом врізання, мм | До 0,95 | |
| Скорость подачі при врезном шлифовании наибольшая, мм/мин | 10 | 10 |
| Скорость подачі при врезном шлифовании наименьшая, мм/мин | 0,06 | |
| Бабка ведущего круга | ||
| Перемещение наибольшее при снятых кругах, мм | 80 | 300 |
| Перемещение на одно деление лимба гвинта подачі, мм | 0,05 | 0,05 |
| Перемещение на один оборот лимба иинта подачі, мм | 6 | 6 |
| Механізм правки кругов | ||
| Поперечное перемещение алмаза на одно деление лимба, мм | 0,01 | 0,01 |
| Поперечное перемещение алмаза на один оборот лимба, мм | 1,5 | 1,5 |
| Скорость переміщення алмаза в продольном направлении наибольшая, мм/мин | 250 | 250 |
| Скорость переміщення алмаза в продольном направлении наименьшая, мм/мин | 30 | 30 |
| Наибольший угол разворота копира, гра | ±2 | ±2 |
| Суппорт | ||
| Наибольшее установочное перемещение ножа суппорта по высоте, мм | 10 | |
| Гідропривід механізма врізання | ||
| Производительность насоса, л/мин | 12/8 (сдвоенный) | |
| Номинальное давление, кгс/см2 | 10 | |
| Емкость гідробака, л | 100 | |
| Агрегат змазки | ||
| Производительность насоса змазки підшибників шпинделя бабки шлифовального круга, л/мин | 5 | |
| Производительность насоса змазки підшибників шпинделя бабки ведущего круга, л/мин | 1,6 | |
| Емкость бака підшибників шлифовального круга, л | 65 | |
| Емкость бака підшибників ведущего круга, л | 15 | |
| Агрегат охлаждения | ||
| Производительность насоса, л/мин | 45 | |
| Пропускная способность магнитного сепаратора, л/мин | 50 | |
| Емкость, бака, л | 120 | |
| Привод, габарит і масса верстата | ||
| Род тока питающей сети | Переменный трехфазный, частота тока 50гц | Переменный трехфазный, частота тока 50гц |
| Напряжение питающей сети, в | 380 | 380 |
| Напряжение електроприводов, в | 380 | 380 |
| Напряжение ланцюгів керування, в | 110 | 110 |
| Напряжение ланцюгів местного освещения, В | 36 | 36 |
| Напряжение сигнализации, В | 5,5 | 5,5 |
| Напряжение постоянного тока, В | 110 | 110 |
| Количество електродвигателей на станке | 11 | 11 |
| Електродвигун приводу шлифовального круга - тип | АО2-51-4-С1 | |
| Електродвигун приводу шлифовального круга - мощность, кВт, | 7,5 | 15 |
| Електродвигун приводу шлифовального круга - число оборотів в минуту | 1460 | |
| Електродвигун приводу ведущего круга - тип | ПБСТ-22-В | ПБСТ-22-В |
| Електродвигун приводу ведущего круга - мощность, кВт | 0,85 | 0,85 |
| Електродвигун приводу ведущего круга - число оборотів в минуту | 2200 | 2200 |
| Електродвигун приводу електромашинного усилителя - тип | ЭМУ-12А-С1 | ЭМУ-12А |
| Електродвигун приводу електромашинного усилителя - мощность, кВт | 1,2 | 1,2 |
| Електродвигун приводу електромашинного усилителя - число оборотів в минуту | 2900 | 2900 |
| Електродвигун приводу гідронасоса - тип | АОЛ2-21-4-С1 | |
| Електродвигун приводу гідронасоса - мощность, кВт | 1,1 | 1,1 |
| Електродвигун приводу гідронасоса - число оборотів в минуту | 1400 | 1400 |
| Електродвигун приводу насоса змазки підшибників шпинделя шлифовального круга - тип | АОЛ21-4-С1 | |
| Електродвигун приводу насоса змазки підшибників шпинделя шлифовального круга - мощность, кВт | 0,27 | 0,25 |
| приводу насоса змазки підшибників шпинделя шлифовального круга - число оборотів в минуту | 1400 | |
| Електродвигун приводу насоса змазки підшибників шпинделя ведущего круга - тип | АОЛ11-4-С1 | |
| Електродвигун приводу насоса змазки підшибників шпинделя ведущего круга - мощность, кВт | 0,12 | 0,12 |
| приводу насоса змазки підшибників шпинделя ведущего круга - число оборотів в минуту | 1400 | |
| Електродвигун приводу насоса охлаждения - тип | ПА-45-С1 | |
| Електродвигун приводу насоса охлаждения - мощность, кВт | 0,15 | 0,6 |
| Електродвигун приводу насоса охлаждения - число оборотів в минуту | 2800 | |
| Електродвигун приводу магнитного сепаратора - тип | АОЛ11-4-С1 | |
| Електродвигун приводу магнитного - мощность, кВт | 0,12 | 0,12 |
| Електродвигун приводу магнитного - число оборотів в минуту | 1400 | |
| Електродвигун приводу правки шлифовального круга - тип | ПЛ-062-С1 | |
| Електродвигун приводу правки шлифовального круга - мощность, кВт | 0,09 | 0,09 |
| Електродвигун приводу правки шлифовального круга - число оборотів в минуту | 1440 | |
| Електродвигун приводу правки ведущего круга - тип | ПЛ-062-С1 | |
| Електродвигун приводу правки ведущего круга - мощность, кВт | 0,09 | 0,09 |
| Електродвигун приводу правки ведущего круга - число оборотів в минуту | 1440 | |
| Електродвигун приводу ускоренного переміщення шлифовальной бабки - тип | АОЛ12-4-С1 | |
| Електродвигун приводу ускоренного переміщення шлифовальной бабки - мощность, кВт | 0,18 | 0,25 |
| Електродвигун приводу ускоренного переміщення шлифовальной бабки - число оборотів в минуту | 1400 | 1400 |
| Суммарная мощность електродвигателей, кВт | 11,67 | 18,47 |
| Габаритные розміри і масса верстата | ||
| Габарит верстата (длина X ширина X высота), мм | 2230 х 1455 х 2120 | 2945 х 1885 х 2120 |
| Масса верстата з приставным обладнанням, кг | 3470 | 6850 |
{kind=link}
{kind=link}