metalinstryment.com
Довідник по металорізальних верстатах та пресовому обладнанні

Виробник токарно-гвинторізного верстата моделі 1336м - Іжевський машинобудівний завод "Іжмаш" , заснований у 1807 році та Київський завод верстатів-автоматів .
Історія верстатобудування на Іжевському машинобудівному заводі "Іжмаш" починається 28 липня 1930 р. після виходу наказу №181 про створення верстатобудівного відділу.
Найбільш масовими моделями універсальних токарних верстатів, випущеними в різний час, стали "Удмурт", "Удмурт-2" (161-АМ), ІЖ-250, 1І611П, 1ІС611В, 95ТС, 250ІТВМ, 250ІТВМ4 та токар.
Токарно-револьверний верстат з горизонтальною віссю револьверної головки моделі 1336м є універсальним токарно-револьверним верстатом і призначений для високопродуктивного виконання свердлильних, токарних (обточування, розточування, зенкерування, розгортання, відрізки, підрізки, прорізання канавок) різьбонарізного пристрою) робіт в умовах серійного виробництва.
Револьверний верстат 1336м призначений головним чином для обробки втулок, кілець, штуцерів, ніпелів, різьбових деталей щодо коротких валиків та інших деталей з прутків (круглих, квадратних, шестигранних).
На верстаті 1336м також можна виготовляти деталі з одиничних заготовок із затискачем у кулачковому патроні або спеціальному пристрої.
При оснащенні додатковими пристроями на верстатах проводиться обробка конусів та фасонних поверхонь.
Верстати 1336м виготовляються у двох виконаннях:
Виробник - машинобудівний завод Іжмаш, Київський завод верстатів автоматів
Початок серійного виробництва – 1938 рік
Прутковий матеріал пропускається через наскрізний отвір у шпинделі верстата та закріплюється у цанговому чи кулачковому патроні на шпинделі верстата. Штучна заготовка, зазвичай, деталь великих габаритів, встановлюється в кулачковий патрон, який може бути механізований за допомогою пневматики. Весь комплект ріжучих інструментів, необхідний виконання цієї операції, встановлюється в гніздах револьверної головки в послідовності, визначається послідовністю переходів технологічного процесу обробки деталі.
Револьверна головка має 16 гнізд для закріплення державок з інструментами. Після закінчення кожного переходу (кожної операції) револьверна головка повертається вручну в нову позицію таким чином, щоб інструмент для наступної операції опинився у верхньому (робочому) положенні. При кожному повороті револьверної головки потрібні ріжучі інструменти послідовно встановлюються в робоче положення.
Усі роботи виконують лише інструментами револьверної головки, яка має поздовжню та кругову подачі (остання замінює поперечну подачу). Поперечного супорта такі верстати не мають.
Завдяки наявності на верстаті механізму автоматичного вимикання поздовжньої подачі за допомогою переставних поздовжніх упорів, а також за рахунок відповідної установки різальних інструментів при налагодженні верстата обробка деталей може проводитись без систематичних промірів.
Налагодження револьверних верстатів складне і досить трудомістке, тому ці верстати вигідно використовувати в серійному виробництві, коли деталі виготовляють партіями (серіями).
Верстат 1336м відносять до револьверних верстатів із горизонтальною віссю револьверної головки. Вісь обертання головки розташована нижче за осі шпинделя і паралельна їй. Револьверна головка має 16 гнізд, у яких за допомогою різних державок кріплять різальний інструмент. Цей верстат не має бокового (поперечного) супорта. Револьверна головка отримує подовжню та кругову подачі.
Верстат 1336м має просту за конструкцією, але має достатній діапазон зміни чисел оборотів шпинделя коробку швидкостей. При перемиканні швидкостей автоматично включається гальмо, яке різко уповільнює швидкість обертання елементів приводу, що полегшує процес перемикання швидкостей та скорочує час на зупинку верстата.
Револьверний верстат 1336м забезпечений барабанною револьверною головкою з горизонтальною віссю обертання, розташованої паралельно осі шпинделя, що забезпечує їй велику жорсткість, високу точність та можливість одночасного закріплення значної кількості (до 16) ріжучих інструментів.
Система жорстких поздовжніх та поперечних упорів та наявність механізму падаючого черв'яка для автоматичного вимикання поздовжньої подачі забезпечує отримання постійних (в межах до 3-го класу точності) розмірів оброблених деталей.
У приводі подач передбачена запобіжна кулькова муфта, що унеможливлює поломку механізму подач.
Поперечна обробка здійснюється за рахунок кругової подачі револьверної головки.
Числа оборотів шпинделя в хвилину встановлюються за допомогою коробки швидкостей та змінними зубчастиними колесами. Величини подач револьверної головки встановлюються у вигляді коробки подач.
Револьверна головка має поздовжнє переміщення для обточування, свердління і т. д. та круговий рух для поперечного обточування та підрізання.
Порівняно з токарними верстатами револьверні верстати мають такі переваги при обробці партій деталей:

Схема роботи комбінованої револьверної державки:
1 – револьверна головка; 2 - державка; 3 та 6 - різці; 4 – свердло; 5 - пруток
Перелічені переваги револьверних верстатів забезпечують їхню значно більшу продуктивність, ніж токарних.
Фото токарно револьверного верстата 1336м

Фото токарно револьверного верстата 1336м

Фото токарно револьверного верстата 1336м

Фото токарно револьверного верстата 1336м

Фото токарно револьверного верстата 1336м

Розташування основних вузлів верстата 1336м

Розташування органів керування токарним верстатом 1336м
Прутковий матеріал проходить через напрямну трубу 1, шпиндель і затискається в цанговому або кулачковому патроні. Подача прутка до упору, встановленого в револьверній головці, проводиться вручну штурвалом 20 механізмом подачі 2.
Вручную также производится подвод і отвод револьверного суппорта 7, поворот револьверної головки Г в каждое новое рабочее положение і її фиксация*.
* (Фиксация - временное скрепление частин или вузлів верстата (машины) в заданном положении з помощью специальных устройств - фиксаторов.)
Верстат имеет круглую револьверную головку (16 инструментных гнезд) з горизонтальной осью обертання, расположенной параллельно оси шпинделя.
Каждый из режущих инструментов налаживается на обработку одной или нескольких, одновременно обрабатываемых промежуточных или окончательных поверхностей з определенными диаметральными і линейными размерами.
На одном валу з револьверною головкою жестко закреплен барабан упоров 12 (16 регулируемых упоров). Каждому гнезду револьверної головки соответствует упор, выключающий механическую подачу. Если удобно вести обработку з ручной подачей (короткие проходы), то линейные розміри ограничивают упорами барабана 16, поворачиваемого вручную.

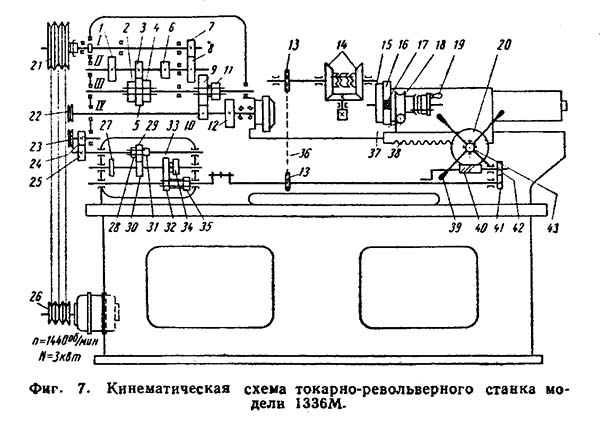
Кінематична схема токарно-револьверного верстата 1336м
1. Схема кінематична токарно-револьверного верстата 1336м. Дивитись у збільшеному масштабі
2. Схема кінематична токарно-револьверного верстата 1336м. Дивитись у збільшеному масштабі
Основні руху:
Вспомогательные руху в станке моделі 1336М производятся вручную:
Шпиндель IV (рис. 33, а) получает вращение от електродвигуна мощностью 3 кВт через клиноременную передачу 130—297, фрикционную дисковую муфту M1 і коробку швидкостей. В коробке швидкостей расположены парносменные колеса 34—53, которые могут меняться местами, тройной подвижный блок Б1 і двойной подвижный блок Б2. Всего шпиндель должен был бы мати 12 швидкостей обертання.
Однако, как видно из графика швидкостей (рис. 32), четыре из них фактически совпадают, і верстат имеет только восемь различных швидкостей обертання шпинделя — от 44 до 1150 об/мин.

График швидкостей обертання шпинделя токарно-револьверного верстата 1336м
Минимальное число оборотів шпинделя nmin може быть определено из выражения:

Для быстрой остановки верстата муфта M1 перемещается вправо, включая конічний тормоз.
Движения подач осуществляются от шпинделя IV через клиноременную передачу 105—160, вал V, колеса 27—55 і коробку подач. В коробке подач находятся тройной подвижный блок Б3 і двойной подвижный блок Б4, обеспечивающие шесть швидкостей обертання валу VIII (рис. 33, б).
Продольная подача револьверній головці сообщается от вала IX через колеса 21—45, вал X, червячную передачу 1—47 з падающим червяком і реечную шестерню 12, находящуюся в зацеплении з рейкой т=3 мм, прикрепленной к суппорту револьверної головки.
Автоматическое вимкнення поздовжньої подачі осуществляется механізмом падающего червяка, который срабатывает под воздействием продольных упоров револьверної головки.
Поперечная круговая подача револьверної головки также заимствуется от вала IX, вращение от которого передається через цепную передачу 19—19, вал XI, конічний реверс 42—42—42, управляемый кулачковой двухсторонней муфтой М2, вал XII, червячную передачу 1—96, коническую фрикционную муфту М3, вал XIII, колеса 18—144 і вал XIV з револьверною головкою.
Максимальная поперечная подача sn max може быть определена из выражения:

где 190 — диаметр окружности центров инструментальных гнезд в мм.
Ручное поперечное перемещение инструментов достигается поворотом маховичка MХ1, укрепленного на валу XII, когда муфта М2 находится в нейтральном положении. Для осуществления механической і ручной круговых подач револьверної головки коническая фрикционная муфта Мз на валу XIII должна быть включена.
Подвод і отвод револьверного суппорта производится штурвалом Ш. Быстрый поворот револьверної головки, предназначенный головним образом для установки инструмента в рабочую позицию, осуществляется поворотом маховичка Мх2, установленного на направляющей шпонке на валу XIII. Коническая муфта М3 должна быть при етом расцеплена. Перед поворотом револьверної головки необходимо выключить фиксатор. Отвод фиксатора производится вручную посредством рукоятки Р.
Во время роботи з поперечної подачей фиксатор револьверної головки должен находиться в выключенном положении. При повороте револьверної головки приводится во вращение барабан Бн з переставными упорами У виключення поздовжньої подачі.

Вузли токарно-револьверного верстата 1336м
Вузли токарно-револьверного верстата 1336м. Дивитись у збільшеному масштабі
Керування коробкой швидкостей производится рукоятками 6 і 8 (рис. 34, а). Рукоятка 6 переключает тройной подвижный блок шестерен 19 (Б1 на рис. 33, а), а рукоятка 8 — двойной блок шестерен 7 (Б2 на рис. 33, а).
При переключении любого из блоков шестерен вначале автоматически выключается пусковой дисковый фрикцион Ф і производится торможение приводу з помощью конического тормоза Т.
Принцип дії механізма переключения швидкостей заключается в следующем. При оттягивании одной из рукояток (например, рукоятки 6) на себя выступ рычага 13 выходит из прорези фиксирующей планки 12. Одновременно нижним плечом рычаг 13 перемещает вдоль оси стержень 15. Последний нажимает на штангу 17 і через коромысло 9 поворачивает вал 18. Вместе з валом 18 поворачивается жестко закрепленный на нем рычаг 5, связанный тягой 4 з рычагом 2. На одной оси з рычагом 2 установлена вилка 1, переключающая муфту 3, которая і производит вимкнення фрікциону і увімкнення тормоза. После етого в зависимости от требуемого положения блока шестерен 19 рукоятку 6 поворачивают вправо или влево. Вместе з рукояткой поворачиваются каретка 14, зубчасті секторы 11 і 10 і вилка 16 з блоком шестерен 19.
После установки блока шестерен в нужное положение движением рукоятки 6 от себя вводят выступ рычага 13 в соответствующую прорезь фиксирующей планки 12. Одновременно происходит вимкнення тормоза і увімкнення фрікциону. Рукоятка 8 действует аналогичным образом.
Автоматическое вимкнення поздовжньої механической подачі револьверної головки з помощью механізма падающего червяка позволяет существенно сократить время на промеры деталей і керування верстатом.
Продольная подача револьверної головки, жестко связанной з рейкой 4 (рис. 34, б), осуществляется от ходового валика 2 (IX на рис. 33, а) через шестерни 14—15, валик 16, червячную передачу 19—3, валик 5 і реечную шестерню 6.
Червяк 19 находится в зацеплении з червячным колесом 3 только тогда, когда прилив б откидной каретки 17 упирается в кольцо 10, нерухомо закрепленное на штанге 12.
При нажиме очередного упора У (см. рис. 33, а) барабана Бн револьверної головки на собачку 9 (рис. 34, б) післядняя совместно з ползуном 8 переместится влево і через двуплечий рычаг 7 передвинет муфту 11со штангой 12 вправо. Кольцо 10 сойдет з прилива б откидной каретки 17, і післядняя совместно з червяком 19 под действием пружины 18 і собственного веса упадет вниз, разорвав кинематическую ланцюг поздовжньої подачі.
Увімкнення падающего червяка производится рукояткой 1, при нажиме на которую серьга 20 поднимает откидную каретку 17 вместе з червяком 19 вверх до полного зацепления червяка з колесом 3. При етом прилив б выходит за пределы кольца 10 і штанга 12 под действием пружины 13 смещается влево, фиксируя кольцом 10 положение каретки во включенном состоянии.
Падающий червяк може быть выключен вручную. Для етого рукоятку 1 поднимают вверх. Тогда выступ а нажмет на конец штанги 12 і будет перемещать її вправо до виключення падающего червяка. Шарик 22 і пружина 21 служат для фиксации рукоятки 1 в рабочих положениях. При работе без автоматичного виключення поздовжньої подачі собачку 9 поворачивают по часовий стрелке для придания ей горизонтального положения, при котором она не касается упоров револьверної головки.
На станке моделі 1336М подача пруткового материала производится вручную поворотом штурвала 5 (рис. 34, в) по часовий стрелке. При етом приводится во вращение звездочка. 6, сидящая на валу штурвала, которая посредством роликовой ланцюги 7 перемещает ползун 2 з закрепленным в нем прутком 1 по направлению к шпинделю верстата.
Пруток 1 закрепляется з помощью винтов 4 в свободно вращающейся втулке 3, смонтированной в ползуне 2. Когда втулка 3 після многократных подач прутка дойдет до заднего торца шпинделя, освобождают винты 4 і поворотом штурвала 5 против часовий стрелки отводят ползун 2 в крайнее заднее положение. После етого вновь закрепляют винты 4 і по мере надобности производят подачу прутка.
Закрепление прутка производится радиальным сжатием кулачков цанги 8 (рис. 34, г) за счет осьового переміщення конической втулки 6. При повороте рукоятки 15, закрепленной на валу 14, по часовий стрелке шестерня 13, связанная з валом 14, заставит передвигаться вправо рейку 12 з полукольцом 11. Последнее входит в кольцевой паз втулки 2, благодаря чему вместе з рейкой 12 перемещается і втулка 2, имеющая прямолинейный шпоночный паз в і два внутренних винтовых паза а. Направляющая шпонка 10, установленная в корпусе 1 патрона, позволяет втулке 2 перемещаться только вдоль оси патрона.
При етом перемещении втулки винтовые пазы а, в которые входят сухари полумуфты 5, заставят, полумуфту повернуться в направлении стрелки А. Нерухома полумуфта 3 имеет скошенные кулачки 6, входящие во впадины полумуфты 5. Поетому при. вращении в направлении стрелки А полумуфта 5 будет одновременно перемещаться вдоль оси патрона, нажимая на коническую втулку 6, охватывающую кулачки цанги 8.
Разжим патрона осуществляется под действием пружин 9. Регулювання патрона производится гайкой 7.
| Наименование параметра | 1Г340П | 1336м | 1336ир |
|---|---|---|---|
| Основні параметри верстата | |||
| Наибольший диаметр вироби устанавливаемого над станиной, мм | 400 | 420 | 320 |
| Наибольший диаметр вироби обрабатываемого над станиной, мм | 230 | ||
| Наибольший диаметр обрабатываемого вироби над суппортом, мм | 380 | 380 | |
| Наибольший диаметр обрабатываемого прутка на переднем зажиме, мм | 40 | 36 | |
| Наибольшая сторона квадрата обрабатываемого прутка, мм | 27 | 27 | |
| Наибольший размер "под ключ" обрабатываемого шестигранника, мм | 32 | 32 | |
| Наибольшая длина прутка, мм | 3000 | ||
| Наибольший диаметр обрабатываемого прутка в зажимной і подающей трубе, мм | 40 | 36 | |
| Диаметр отверстия в шпинделе, мм | 62 | 39 | 40 |
| Высота центров, мм | 200 | 185 | |
| Найбільша довжина подачі прутків, мм | 100 | 600 | |
| Відстань від торця шпинделя до револьверної головки, мм | 120..630 | 60..660 | 500 |
| Найбільша довжина різьби, що нарізається, мм | |||
| Кількість інструментів у револьверній головці | 16 | 16 | 16 |
| Шпиндель | |||
| Кількість робочих швидкостей прямого/ зворотного обертання шпинделя | 12/ 6 | 12 | 12 |
| Межі чисел оборотів прямого обертання шпинделя, об/хв | 45..2000 | 44..1150 | 51..1206 |
| Межі чисел оборотів зворотного обертання шпинделя, об/хв | 45..250 | 44..1150 | 51..1206 |
| Частота обертання шпинделя в I діапазоні, об/хв | 45...1400 | 44..440 | |
| Частота обертання шпинделя у II діапазоні, об/хв | 63...2000 | 115..1150 | |
| Найбільший момент, що крутить, на шпинделі не менше, Нм (кг*м) | |||
| Подання | |||
| Кількість подач револьверного супорта: поздовжніх/поперечних | 12/12 | 6 | 6 |
| Найбільше переміщення револьверного супорта: поздовжнє (Z), мм/ Кругове, град |
600 | 500 | |
| Число упорів | 8 | ||
| Число інструментальних гнізд у головці | 16 | 16 | |
| Діапазон швидкостей поздовжніх подач револьверного супорта, мм/про | 0,067..1,6 | 0,06..0,5 | 0,061..0,620 |
| Діапазон швидкостей поперечних подач револьверного супорта, мм/про | 0,02..0,8 (1:2) | 0,04..0,39 | 0,040..0,420 |
| Швидкість поздовжніх прискорених переміщень револьверного супорта, м/хв | 6 | - | |
| Найбільше зусилля подач поздовжніх/поперечних, Н | 5880/2940 | ||
| Автоматичний поворот головки при зворотному переміщенні супорта | ні | ||
| Автоматична перестановка упорів при повороті головки | є | ||
| Автоматичне відведення фіксатора при зворотному переміщенні супорта | є | ||
| Електроустаткування верстата | |||
| Кількість електродвигунів на верстаті, кВт | 4 | 2 | 2 |
| Електродвигун головного приводу, кВт (об/хв) | 5,5 | 2,8 | 2,8 (1420) |
| Електродвигун прискорених поздовжніх переміщень, кВт | 0,45 | - | - |
| Електродвигун гідроприводу (затискач та подача прутка), кВт | 1,5 | - | - |
| Електродвигун насоса охолодження, кВт (об/хв) | 0,12 | 0,12 | 0,12 (2700) |
| Габарити та маса верстата | |||
| Габаритні розміри верстата (довжина, ширина, висота), мм | 2800 х 1200 х 1400 | 2280 х 1000 х 1280 | 2200 х 1005 х 1285 |
| Маса верстата, кг | 3000 | 1500 | 1200 |
{kind=link}