metalinstryment.com
Довідник по металорізальних верстатах та пресовому обладнанні

Виробник універсального заточувального верстата ВЗ-335 - Вітебський завод заточувальних верстатів Візас , заснований у 1897 році.
З 1940 року підприємство спеціалізується на випуску заточувального обладнання та на сьогоднішній день є єдиним у СНД виробником верстатів для виготовлення та заточування будь-якого різального інструменту. Продукція заводу експлуатується більш як у шістдесяти країнах світу.
Завод «ВІЗАС» виробляє також деревообробне обладнання.
Верстат деревообробний комбінований ВЗ-335 призначений для комплексної обробки деталей із різних сортів дерева.
Верстат ВЗ-335 має просту конструкцію: електродвигун з двоступінчастиним шківом та стругальний вал (шпиндель) з приймальним шківом з'єднані клиновим ременем. Строгальний вал (шпиндель) має дві швидкості обертання - 3000 та 4500 об/хв при перестановці клинового ременя.
З торця стругального валу кріпиться приймальний шків та дискова пилка (дискова фреза).
Машина ВЗ-335 складається із зварної основи, всередині якої розташований приводний електродвигун.
На підставі змонтований фуговально-рейсмусовий блок, на стінці якого встановлені клеми, що є базою для встановлення різних пристроїв.
Верстат ВЗ-335 виконує такі операції:
Фото комбінованого верстата ВЗ-335

Кріплення дискової пилки та дискової фрези на кінці шпинделя

Посадкові та приєднувальні бази

Розташування основних вузлів комбінованого верстата ВЗ-335
Розташування основних вузлів комбінованого верстата ВЗ-335. Дивитись у збільшеному масштабі

Фрезерно-свердлильний пристрій верстата ВЗ-335
Фрезерно-свердлильний пристрій комбінованого верстата ВЗ-335. Дивитись у збільшеному масштабі

Токарний пристрій комбінованого верстата ВЗ-335
Токарний пристрій комбінованого верстата ВЗ-335. Дивитись у збільшеному масштабі

Пристрій для заточування ножів на верстаті ВЗ-335
Пристрій для заточування ножів на верстаті ВЗ-335. Дивитись у збільшеному масштабі

Кінематична схема комбинированного верстата ВЗ-335
Кінематична схема комбинированного верстата ВЗ-335. Дивитись у збільшеному масштабі

Углы заточки дереворежущего инструмента

Регулювання ножей в строгальном барабане верстата ВЗ-335

Планка для калибровки ножей в строгальном барабане
Ножи необходимо устанавливать так, чтобы они выступали на 1 мм за габарити ножевого вала. При установці контролировать равномерную выставку ножей по всей длине вала.
Затяжку болтов, удерживающих ножи, начинать от середины клина, выставку ножей произвести по калиберной планке. Перед началом роботи обязательно проверить надежность крепления ножей. Включив фугувальне пристрій, убедиться в нормальной его работе. Необходимо следить за работой підшибників ножевого вала. В случае повышения температуры необходимо заменить підшипники.
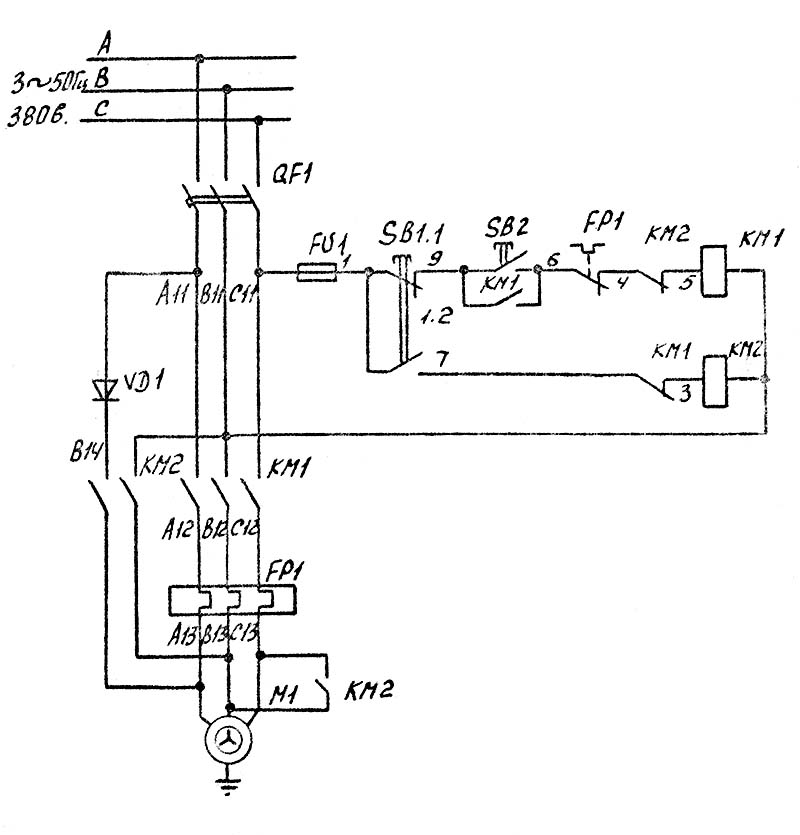
Електрична схема верстата ВЗ-335
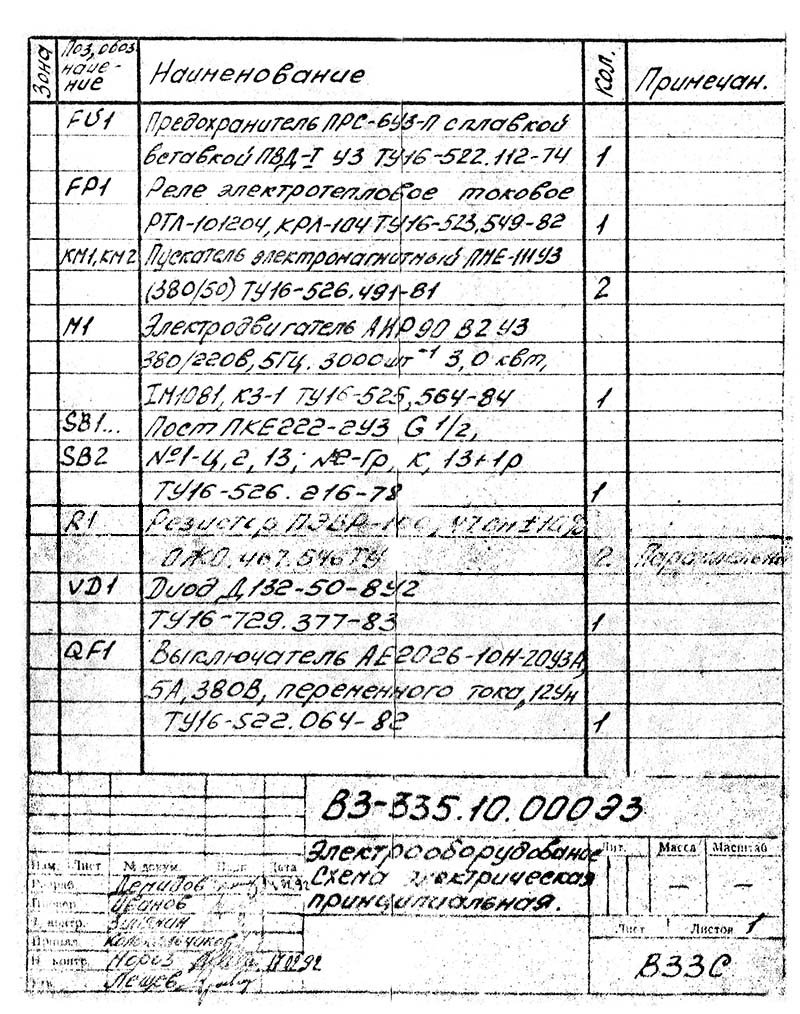
Список елементів комбинированного верстата ВЗ-335
| Наименование параметра | СУБД-4 | ВЗ-335 |
|---|---|---|
| Пиление дисковий пилкою | ||
| Длина заготовки при пилении, мм | 0..4000 | |
| Ширина заготовки при пилении, мм | 5..300 | |
| Диапазон глубины пропила, мм | 55 | 80 |
| Вертикальное перемещение пильного стола, мм | 80 | |
| Наибольший диаметр пильного диска, мм | Ø200 | Ø200..Ø315 |
| Посадочный диаметр пилы, мм | 32 | 32, 50 |
| Частота обертання пилы, об/мин | 28100, 4500 | 3000, 4500 |
| Розміри рабочей поверхности пильного стола, мм | 720 х 170 | 750 х 400 |